Pharma and Biotech Labeling: What Compliance Actually Requires
Introduction
In pharma and biotech labeling, the margin for error is essentially zero. A label that fails in cold storage, carries an unreadable barcode, or ships without a required tamper-evident feature isn’t just a quality problem — it’s a regulatory one. And in this industry, regulatory problems have consequences that go well beyond reprinting a run.
This guide covers the core requirements for pharma and biotech labeling compliance: serialization and lot numbering, barcode standards, substrate performance in extreme environments, and tamper-evident design. If you’re evaluating whether your current labels are meeting the bar, or selecting a label partner for the first time, this is where to start.
Pharma and Biotech Labeling: Serialization and Lot Numbers
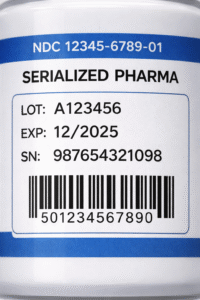
Serialization means that every individual package carries a unique identifier — not just a product code, but a number that distinguishes that specific unit from every other unit of the same product. Lot numbers connect individual units back to the batch they came from.
Together, these two data points are what make a recall or audit manageable. Without them, tracing a contaminated batch or a mislabeled shipment means going through records manually. With them, you can isolate the affected units quickly and demonstrate to regulators exactly where the product has been.
From a labeling standpoint, serialization creates specific print requirements. The data has to be accurate down to the individual unit, which means variable data printing is involved — each label in a run carries different information. Print quality has to be consistent across the entire run, because a serial number that scans correctly on unit one but fails on unit 500 is a compliance problem. And the label substrate has to hold the printed data legibly through whatever environment the product is going into, whether that’s a freezer, a cleanroom, or a shipping container moving across three time zones.
Barcodes and GS1 Standards in Pharma and Biotech Labeling
Barcodes in pharma and biotech aren’t just for inventory convenience — they’re a regulatory requirement in many markets and a supply chain necessity in all of them. The GS1 standards define how barcodes are structured and encoded so that a label printed by a manufacturer in one country scans correctly at a distribution center or hospital in another.
The most common formats in this space are GS1-128 linear barcodes and GS1 DataMatrix 2D codes. DataMatrix is increasingly preferred because it holds more data in a smaller footprint, which matters when you’re working with small vials, tubes, or unit-dose packaging where label real estate is limited.
Print quality is where barcode compliance most commonly breaks down in practice. A barcode that looks correct to the eye can still fail a scan verification test if the print contrast is off, the quiet zones around the code are too narrow, or the substrate causes ink spread. The ISO/IEC 15415 and 15416 standards define barcode quality grades, and many pharma customers require a minimum grade as part of their supplier requirements. If your label printer isn’t verifying barcode quality as part of the production process, that’s worth asking about.

Cryogenic and Durable Pharma and Biotech Labels
A significant portion of pharma and biotech products spend part of their life in conditions that would destroy a standard label. Cryogenic freezer storage at -80°C, repeated freeze-thaw cycles, exposure to liquid nitrogen, contact with isopropyl alcohol or other solvents during cleaning — these are normal operating conditions in many lab and clinical environments.
A label that peels at low temperature, loses print legibility after solvent contact, or fails adhesively after repeated temperature cycling creates a traceability gap. In a regulated environment, that gap has to be documented and explained. It’s the kind of problem that shows up during an FDA inspection or a customer audit and takes disproportionate time to resolve.
Cryogenic label performance depends on three things working together: the facestock material, the adhesive, and the print method. A polyester or polypropylene facestock rated for cryogenic use won’t perform correctly if the adhesive isn’t also rated for low-temperature application. And a thermally printed label may fade or smear under solvent exposure where a digitally printed label would hold. Getting all three components right for the specific use case is the actual work.
If you’re specifying a cryogenic label, ask your printer what testing they’ve done on the material combination — not just what the substrate spec sheet says, but what they’ve actually run through the conditions your product will face.

Tamper-Evident Features in Pharma and Biotech Labeling
Counterfeiting in the pharmaceutical supply chain is a documented and serious problem. Tamper-evident labeling is one of the primary physical controls used to protect product integrity from the point of manufacture through to the end user.
The most common tamper-evident features in pharma and biotech labeling include:
VOID-pattern adhesives. When the label is removed, a “VOID” message transfers to the surface it was applied to, making removal visible and the label non-reusable.
Destructible facestocks. Materials engineered to tear or fragment on removal rather than peel cleanly, making intact removal essentially impossible.
Sequential seals. Labels that span a closure or cap so that opening the package requires breaking the label visibly.
Layered constructions. Multi-layer label designs where removal destroys the label structure, preventing the label from being transferred to a different product.
Which feature is appropriate depends on the product, the packaging format, and the regulatory requirements in the markets you’re selling into. Some regulatory frameworks specify which tamper-evident approaches are acceptable. If you’re selling into the EU or certain international markets, it’s worth verifying that your chosen approach satisfies those specific requirements rather than assuming a feature that works domestically will clear international review.
Common Compliance Issues in Pharma and Biotech Labeling
A few failure patterns come up consistently:
Barcodes that pass visual inspection but fail scan verification. Print quality issues that aren’t caught before shipment create problems downstream when labels fail to scan at a distributor or hospital system.
Label failure under temperature stress. Usually a material selection issue — either the facestock, the adhesive, or both weren’t validated for the actual use conditions.
Serial number errors in variable data runs. Gaps, duplicates, or formatting errors in serialized runs are hard to catch without 100% inspection. If your printer isn’t doing print-and-verify on variable data, errors will make it into the field.
Tamper-evident features that don’t perform as specified. A seal that can be removed cleanly and reapplied defeats the purpose. Tamper-evident features should be tested on the actual substrate and container before a run is approved.
Compliance review scoped too narrowly. Reviewing label content for accuracy without also reviewing physical performance for the intended environment is a common gap. Both have to pass.
How San Diego Label Works With Pharma and Biotech Clients
We produce pharma and biotech labeling for applications including cryogenic storage, serialized variable data runs, and tamper-evident packaging. Before any job ships, we verify barcode quality and review print consistency across the run.
We’re not a regulatory consulting firm and we don’t provide compliance certifications — that’s your quality team’s job. What we do is make sure the physical label performs the way it needs to and that the print quality meets the standards your products are held to.
If you’re working on a new pharma or biotech label application and want to talk through the material and print requirements, contact us here.